人気ブログランキングへ
ColorFabb社から販売されてブロンズフィルが入荷しましたので、実際に出力してみることにしました。
このブロンズフィルには80%の青銅が超微細粒子となって配合された特殊なフィラメントです。

外観はこんな感じで、持ってみると見た目は少なく見えますが、1.5kgもあり、ズシリと重い感じです。このフィラメントは特別なホットエンドを必要としていませんので、一般の3Dプリンタであれば、問題なく使用することが可能です。
せっかくなので仏像とかを試しに出力してみたいと思いましたので、Thingiverseから仏像をダウンロードして出力してみることにしました。
<準備編>
ダウンロードしたSTLデータをいつもと同じCura(MankatiUM)にロードします。
今回はColorFabb社の推奨温度値(190℃〜210℃)の中間を取って、200℃で使用してみました。
他のパラメータはデフォルト値で使用ししました。
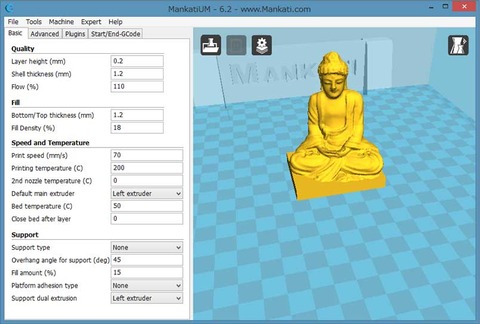
樹脂少し流してから、出力してみました。造形時のinfill(樹脂の充填率)は18%と標準値のままで出力していました。
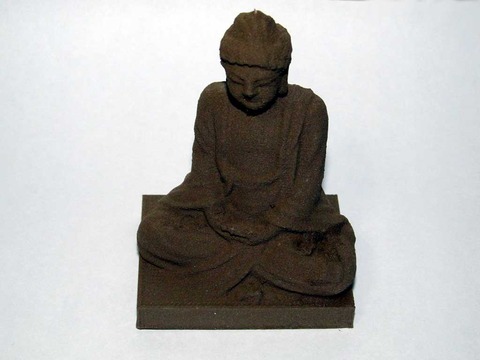
この樹脂は非常に滑らかに樹脂が出ますので、想像以上に綺麗に造形できました、出力直後は少しザラザラした手触り感がします。写真は出力直後です。出力直後は金属感といよりは鋳物を取り出したばかりって感じでツヤがありません。とても固くなっていて、重量もあり、台座の角に頭をぶつけたら痛そうな位の重さがあります。
そこでColorfabb社のヒントを元に、サンドペーパーとワイヤーブラシを用意しました。
最初の番手は240番~320番手で磨いてみることにしました。
その最初の磨きが終わったのか下図の写真です。少し明るい色調になり、艶が出てきました。

後は、ワイヤーブラシで磨いてみました。ワイヤーブラシはあまり力を入れないように軽く掛けて行きます。
で最終的な仕上げを行ったのが下記になります。かなり光沢が出てきました。結構存在感があり、これが樹脂から出来たものなのか?と思うような仕上がりですね。何か古そうな感じがまたいい雰囲気を醸し出します。

ブロンズフィルは普通のPLA樹脂やABS樹脂と同じ位簡単に造形出来ました。
普通の樹脂と同じくらいの気軽さで使用できるのは驚きでした。
つまり、低価格のプリンタでも十分使用できると思います。
またベッドの底面にあたる部分はとてもきれいな平面を形成できます。
これも新たな発見でした。
この樹脂を応用すれば、ブレスレットやブローチ、ボタンなどいろいろな装飾品なども作成できそうです。
女性の3dプリンタユーザーの方にも是非試して頂けるといいかと思います。
この特殊樹脂によりカラーファブ社の新製品に期待が持てそうです。
ブロンズフィルのご購入はこちらからどうぞ
ColorFabb社から販売されてブロンズフィルが入荷しましたので、実際に出力してみることにしました。
このブロンズフィルには80%の青銅が超微細粒子となって配合された特殊なフィラメントです。

外観はこんな感じで、持ってみると見た目は少なく見えますが、1.5kgもあり、ズシリと重い感じです。このフィラメントは特別なホットエンドを必要としていませんので、一般の3Dプリンタであれば、問題なく使用することが可能です。
せっかくなので仏像とかを試しに出力してみたいと思いましたので、Thingiverseから仏像をダウンロードして出力してみることにしました。
<準備編>
ダウンロードしたSTLデータをいつもと同じCura(MankatiUM)にロードします。
今回はColorFabb社の推奨温度値(190℃〜210℃)の中間を取って、200℃で使用してみました。
他のパラメータはデフォルト値で使用ししました。

樹脂少し流してから、出力してみました。造形時のinfill(樹脂の充填率)は18%と標準値のままで出力していました。
この樹脂は非常に滑らかに樹脂が出ますので、想像以上に綺麗に造形できました、出力直後は少しザラザラした手触り感がします。写真は出力直後です。出力直後は金属感といよりは鋳物を取り出したばかりって感じでツヤがありません。とても固くなっていて、重量もあり、台座の角に頭をぶつけたら痛そうな位の重さがあります。

そこでColorfabb社のヒントを元に、サンドペーパーとワイヤーブラシを用意しました。
最初の番手は240番~320番手で磨いてみることにしました。
その最初の磨きが終わったのか下図の写真です。少し明るい色調になり、艶が出てきました。

後は、ワイヤーブラシで磨いてみました。ワイヤーブラシはあまり力を入れないように軽く掛けて行きます。
で最終的な仕上げを行ったのが下記になります。かなり光沢が出てきました。結構存在感があり、これが樹脂から出来たものなのか?と思うような仕上がりですね。何か古そうな感じがまたいい雰囲気を醸し出します。

ブロンズフィルは普通のPLA樹脂やABS樹脂と同じ位簡単に造形出来ました。
普通の樹脂と同じくらいの気軽さで使用できるのは驚きでした。
つまり、低価格のプリンタでも十分使用できると思います。
またベッドの底面にあたる部分はとてもきれいな平面を形成できます。
これも新たな発見でした。
この樹脂を応用すれば、ブレスレットやブローチ、ボタンなどいろいろな装飾品なども作成できそうです。
女性の3dプリンタユーザーの方にも是非試して頂けるといいかと思います。
この特殊樹脂によりカラーファブ社の新製品に期待が持てそうです。
ブロンズフィルのご購入はこちらからどうぞ





